


更新时间:2024-12-25 23:47:30 浏览次数:8 公司名称:无锡 新弘扬特钢有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | A |
| 是否厂家 | 代理 |
| 产品材质 | 齐全 |
| 产品品牌 | 国内各大钢厂 |
| 产品规格 | 齐全 |
| 发货城市 | 无锡 |
| 产品产地 | 天钢,宝钢,冶钢,成钢等 |
| 加工定制 | 可以 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国· |
| 产品重量 | 0.1-10000000 |
| 产品颜色 | 黑 |
| 质保时间 | 1年 |
| 外形尺寸 | 都有 |
| 适用领域 | 机械,化工,设备,电厂等等 |
| 是否进口 | 否 |
| 质量认证 | A |
| 产品功率 | 大 |
| 工作温度 | 适合 |
| 外形圆管 黑皮 亮皮 | 包装捆装 散装等 |
| 长度1-15米长 | 性能合格 |
| 规格多 | 保质保量 |
| 材质多 | 运费合理 |
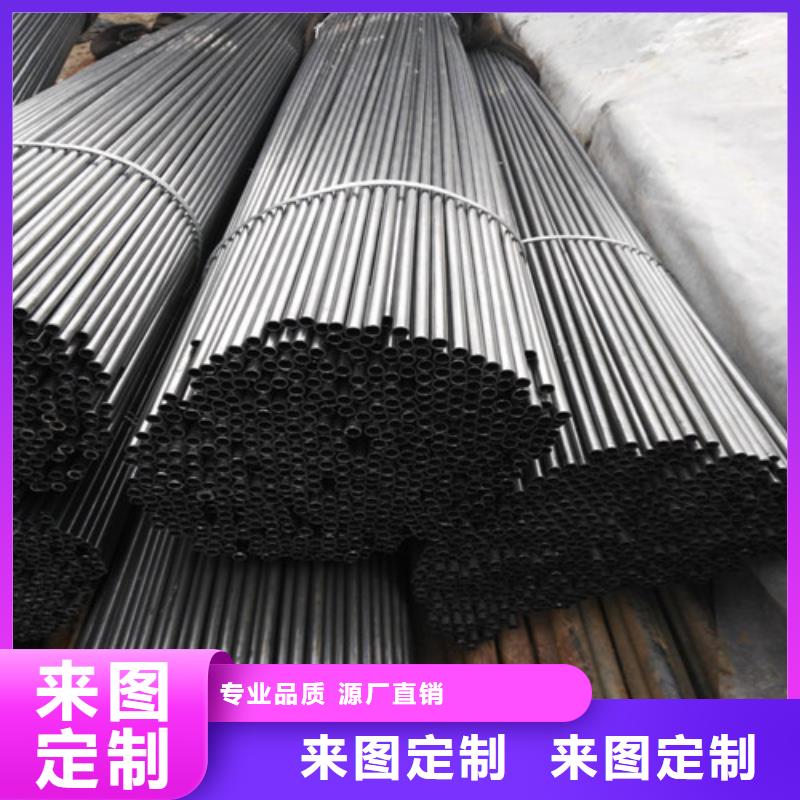








流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。钢管具有中空截面,大量用作输送流体的管输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
流体管是专门用于输送具有流体性质介质的管材。
具有流体性质的介质,除了如水、油、溶液等液体介质以外,水泥,粮食,煤粉等固体介质,在一定条件下也可以流动。
流体管
流体管(3张)
流体管可以用钢材制造,也可以用铜,钛等有色金属制造,甚至可以由塑料等非金属材料制造。
流体管必须具有中空截面,但也可以是方形,三角形或其它任何形状,有些装备受条件限制,就必须采用矩形管,但是绝大多数还是使用圆管。圆管在所有几何截面中具有小的周长/面积比,即在使用同样数量材料的条件下,可以获得 的内截面。
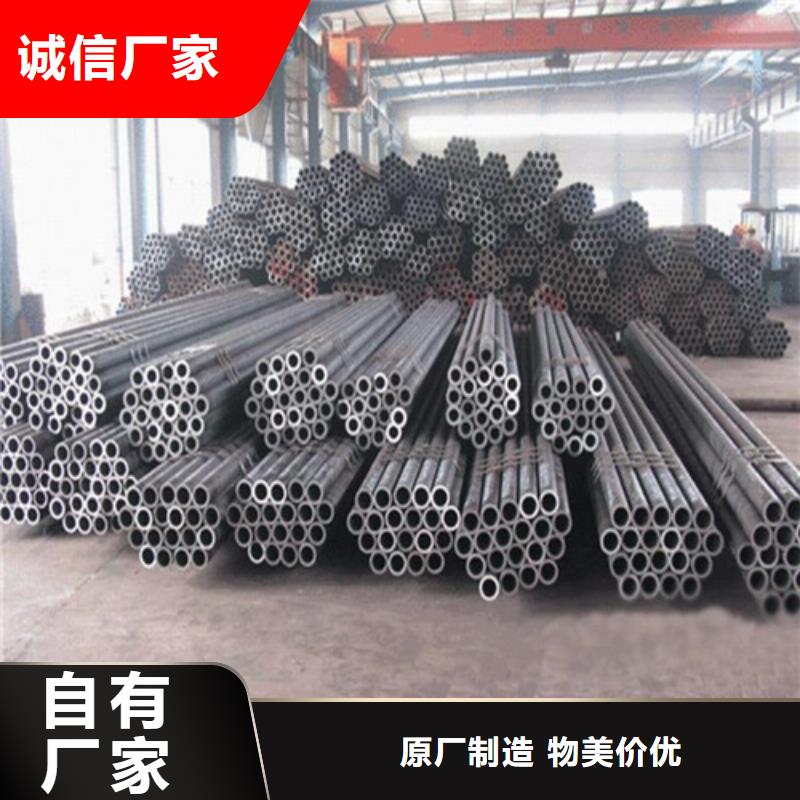
20号无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。20号无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有20号无缝钢管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。轧制无缝管的原料是圆管坯,圆管坯要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢坯打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等,并由吊车吊入仓库中。规格:无缝钢管的规格用外径*壁厚毫米数表示。
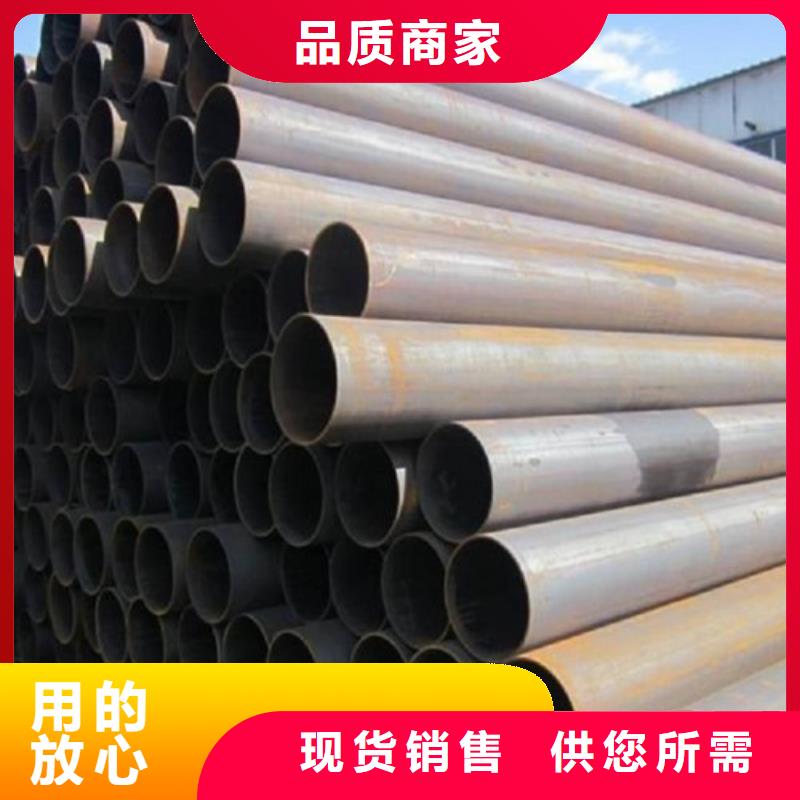
结构管是一般结构用钢管,简称结构管。
本标准代替GB/T8162-2008《结构用无缝钢管》。本标准与GB/T8162-2008相比,主要变化如下:
结构管,此标准适用于一般结构、机械结构用无缝钢管,流体无缝钢管标准适用于输送流体的一般无缝钢管。它与结构无缝钢管的主要区别是流体无缝钢管逐根进行液压试验或进行超声波、涡流、漏磁探伤。因此,在压力管道钢管的标准选用上,不宜采用流体无缝钢管。无缝钢管表示方法为外径,壁厚,厚壁无缝钢管主要用于机械加工,煤矿,液压钢,等多种用途。厚壁无缝钢管的材质分为10#、20#、35#、45# 16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo等。 厚壁无缝钢管分类——热轧厚壁无缝钢管、冷轧厚壁无缝钢管、冷拔厚壁无缝钢管、挤压厚壁无缝钢管、顶管。 结构用不锈钢无缝钢管(GB/T14975-1994)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。

直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。